

| 压铆工艺原理是通过压花齿压入钣金的预置孔位,一般而言预置孔的孔径略小于压铆螺母的压花齿,通过压力使压铆螺母的花齿挤入板内使导致孔的的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。 |
|
很多场合,需要在钣金零件上安装其他零件或者部件。如面板上可以安装按钮、开关,或其他电子器件,也有可能会在不能钣金之间连接。为更加方便可靠进行安装连接,常用到的一种是压铆工艺。
原理是通过压花齿压入钣金的预置孔位,一般而言预置孔的孔径略小于压铆螺母的压花齿,通过压力使压铆螺母的花齿挤入板内使导致孔的的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。 压铆螺母  1、常见公制压铆螺母类型:vS-M3-0、CLS-M3-0;S-M3-1、CLS-M3-1;S-M3-2、CLS-M3-2vS-M4-0、CLS-M4-0;S-M4-1、CLS-M4-1;S-M4-2、CLS-M4-2vS-M5-0、CLS-M5-0;S-M5-1、CLS-M5-1;S-M5-2、CLS-M5-2 
压铆螺母动态图
2、各压铆螺母型号区别:以S-M3-1-ZC 为例 A、材质:S表示碳钢, CLS表示不锈钢, CLA表示铝材 B、尾部码:以S-M3-1-ZC 为例 0→0.76MM(适用于0.8MM的板材) 1→0.97MM(适用于1.0-1.2的板材) 2→1.37(适用于1.5-2.0的板材) (-0/-1/-2只是尾部码的代号,具体数值需要查PEM,在生产和检验时我们可以进行核对包装标示看压铆规格是否正确) C、压铆底孔: M2、M2.5、M3的底孔都为4.3MM。螺母的C值是4.22MM M4的底孔为5.4MM,螺母的C值为5.38MM M5的底孔为6.4MM,螺母的C值为6.38MM D、SP类型的压铆螺母:专门用于压不锈钢材料的。 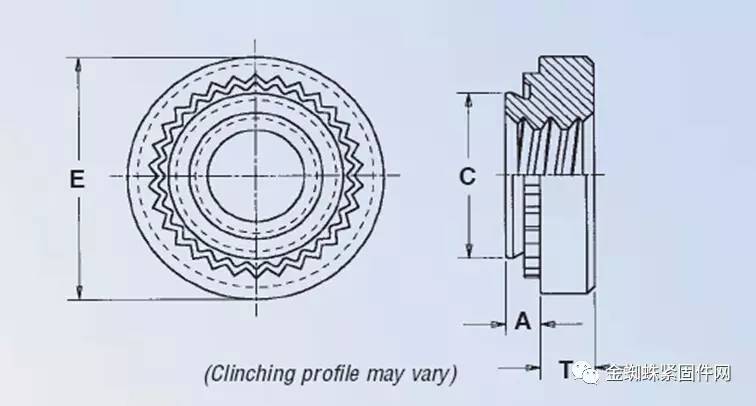 3、英制压铆螺母:如S-632-0,S-832-1等。 表示方法除螺纹规格外其它与公制相同。 4、压铆螺母表示方法说明,以S-M3-1-ZI为例: S-M3-1-ZI表示: 1、材质为碳钢(普通钢材) 2、螺纹规格为M3 3、-1表示螺母的A值为0.97MM,适用于板厚为1.0-1.2mm的产品 4、表面处理为镀白锌的压铆螺母 注:柄部码(0-适用于板厚0.8mm、1-适用于板厚1.0-1.2mm、2-适用于板厚1.5-2.0mm) 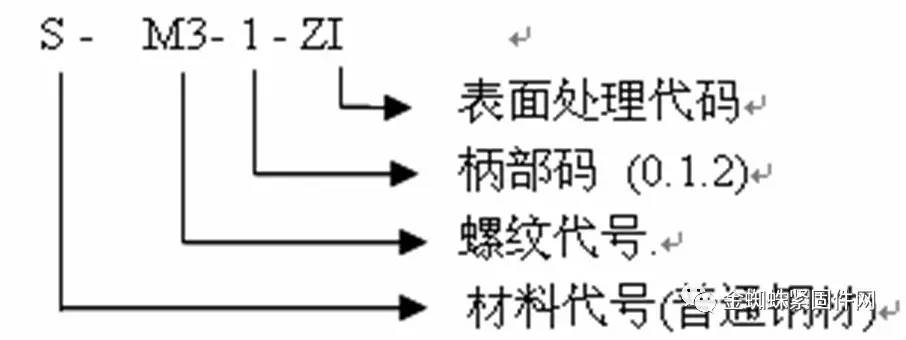 |
联系人:邓先生
手机:13928071304
电话:0756-8586520
邮箱:lizhong@zhjiali.com
地址: 广东省中山市三乡镇古鹤冠华街28号
